





行業(yè)動態(tài) 當(dāng)前位置:主頁 > 關(guān)于丹普 > 動態(tài)資訊 > 行業(yè)動態(tài) >
PVD法制備的TiAIN/Al2O3復(fù)合涂層氧化鋁陶瓷刀具切削性能研究
發(fā)布時間:2019-07-25
引言氧化鋁陶瓷刀具具有高硬度、耐磨和高溫穩(wěn)定性等優(yōu)點。但氧化鋁陶瓷材料的固有脆性大,強度與抗熱震性較差,在切削過程的振動與熱沖擊影響下容易崩刃甚至出現(xiàn)刀體破碎。所以,在氧化鋁陶瓷基體表面通過化學(xué)氣相沉積法(CVD)或物理氣相沉積法(PVD)得到一層或多層具有韌性、耐磨的涂層可以有效提高氧化鋁陶瓷刀具的切削性能。其中,CVD法較高的沉積溫度(800℃以上)對刀具基體有不良影響且制備過程伴隨環(huán)境污染。而PVD法能制備高性能涂層且對環(huán)境基本無污染。
L.A.Dobrzanski等人采用PVD工藝在氧化鋁基體上沉積TiN、TiCN,TiAlN等涂層,發(fā)現(xiàn)PVD硬質(zhì)涂層有較高的硬度和耐磨性,且可改善加工表面質(zhì)量,但PVD涂層的結(jié)合力較弱。隨后,M.Sokovic等人改進沉積工藝,采用陰極電弧蒸發(fā)鍍(PVD-CAE)在SiC晶須增韌氧化鋁陶瓷表面沉積多種PVD涂層,提高了涂層與陶瓷基體結(jié)合強度,在切削球墨鑄鐵試驗中,發(fā)現(xiàn)該涂層可以大大延長刀具壽命和改善加工質(zhì)量。Xing等人在Al2O3/TiC陶瓷刀具表面使用PVD法制備WS2/Zr涂層,還發(fā)現(xiàn)PVD涂層具有降低切削力、切削溫度和摩擦磨損程度的作用。曾俊杰等采用陰極電弧蒸發(fā)鍍(PVD-CAE)在氧化鋁陶瓷上沉積了TiN、TiSiN涂層并研究切削性能時,發(fā)現(xiàn)PVD涂層還能有效阻止氧化鋁刀具崩刃,且其主要磨損機理是磨粒磨損。
與氧化物涂層相比,由于氮化物涂層具有高硬度、耐磨等優(yōu)點且易于使用PVD技術(shù),上述大部分研究者對PVD涂層的研究工作側(cè)重于氮化物硬質(zhì)涂層。但氮化物涂層的高溫抗氧化性能明顯弱于氧化物涂層,不適用于高速、干切削等嚴苛加工環(huán)境。所以采用PVD工藝在陶瓷表面制備能綜合氮化物耐磨和氧化物抗氧化優(yōu)點的高性能多層復(fù)合涂層,是一種較新的研究方向。本文即利用PVD-CAE工藝在氧化鋁陶瓷基體上沉積TiAlN/Al2O3。雙層復(fù)合涂層,使復(fù)合涂層同時具備耐磨和高溫穩(wěn)定性的優(yōu)異特性,以大幅度提高氧化鋁陶瓷刀具的切削性能。
1、實驗材料與方法
1.1試驗刀具與切削參數(shù)
試驗刀具基體采用特固克AB20氧化鋁陶瓷刀具,型號為RNGN120700(Φ12.7mm×7.94mm)。隨后,采用物理氣相沉積(PVD)中的陰極電弧蒸發(fā)鍍(CAE)技術(shù)在刀具表面涂覆一層TiAlN作為耐磨、硬質(zhì)層,再采用PEM設(shè)備輔助PVD工藝在該刀具表面沉積Al2O3涂層。
試驗機床為ETC3650h數(shù)控機床,機床主軸功率15kW,最高轉(zhuǎn)速4000rpm。裝夾刀桿編號為CRGN525M1207,刀片安裝角度為:前角γ0=-6°,后角α0=6°,主偏角Kr=45°。刀具失效標(biāo)準為后刀面磨損量VB=0.3mm。切削用量為:Vc=300m/min,f=0.1mm/r,ap=0.5mm。工件材料為HT250灰口鑄鐵,工件尺寸為Φ100mm×150mm,該鑄鐵的化學(xué)成分與機械性能如表1所示。
1.2測試方法
PVD涂層微觀結(jié)構(gòu)觀察采用Quanta400場發(fā)射掃描電子顯微鏡(SEM),該設(shè)備自帶電子能譜(EDS)可以分析涂層截面上不同方位的元素含量。兩種涂層的表面硬度采用HXD-1000TM/LCD顯微硬度計分別表征,使用菱形壓頭加載50g的測量力并保壓15s。刀具切削過程中的后刀面磨損量VB值,采用OLYMPUSSZ61TR體式顯微鏡測量。工件表面粗糙度采用便攜式粗糙度儀(TR200型)測量,每次采集5個點取平均值。切削試驗后采用掃描電子顯微鏡(SEM)觀察刀具切削磨損形貌,并采用EDS能譜輔助分析刀具磨損機理。
2、結(jié)果與討論
2.1涂層截面微觀結(jié)構(gòu)與力學(xué)性能
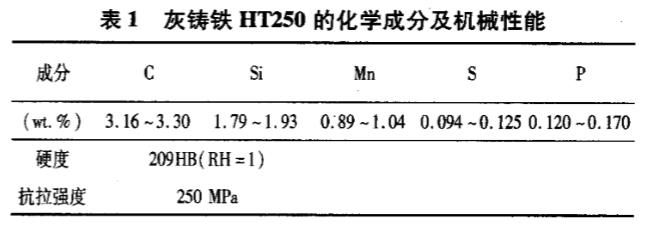
圖1為氧化鋁陶瓷刀具表面TiAlN/Al2O3,涂層截面的SEM照片及其上的EDS線掃描元素分析。圖中涂層截面形貌有條明顯的涂層分界線,從Line1的EDS線掃描元素成分分析可看出:Al2O3涂層作為最外層的化學(xué)屏障層,厚度大約1.1um;TiAlN涂層作為中間硬質(zhì)、耐磨層,厚度大約2.4um。TiAlN和Al2O3涂層晶粒細小均勻,結(jié)構(gòu)致密。且處于中層的TiAIN與外層的Al2O3和基體兩個界面均貼合緊密,不存在微縫隙,說明TiAlN/Al2O3涂層層間和膜基間結(jié)合良好,不易剝落。
表2列出了無涂層和TiAlN/Al2O3涂層的硬度表征結(jié)果,可見PVD法沉積的硬質(zhì)涂層可顯著提高氧化鋁刀具硬度,作為硬質(zhì)、耐磨中間層的TiAlN涂層可將刀具表面硬度提高40%,從而有效增加刀具耐磨性。而充當(dāng)TiAlN耐磨層化學(xué)屏障角色的Al2O3涂層,其硬度也比氧化鋁基體高10%左右。涂層的顯微硬度與涂層材質(zhì)和微觀結(jié)構(gòu)有關(guān),同等材質(zhì)下,致密細晶結(jié)構(gòu)的硬度更高。
2.2刀具壽命與磨損
用上述PVD法制備的TiAlN/Al2O3復(fù)合涂層氧化鋁陶瓷刀具干車削灰鑄鐵,與無涂層氧化鋁陶瓷刀具對比,研究該PVD涂層氧化鋁刀具的磨損情況。圖2為切削試驗中TiAlN/Al2O3,涂層和無涂層氧化鋁陶瓷刀具切削灰鑄鐵的磨損曲線。PVD涂層氧化鋁刀具在正常切削時,其刀具磨損量隨切削時間變化均呈線性變化,這表明TiAlN/Al2O3涂層在切削過程中未出現(xiàn)剝落,并且其磨損機理未發(fā)生本質(zhì)性改變。無涂層氧化鋁刀具高速干車削灰鑄鐵10min后發(fā)生刀具破損,刀具形體破壞而無法繼續(xù)使用,而TiAlN/Al2O3涂層刀具干切削灰鑄鐵20min之后仍能繼續(xù)正常使用,所以其壽命至少是無涂層氧化鋁刀具的兩倍以上。這是因為多層復(fù)合結(jié)構(gòu)的PVD涂層有緩沖和減弱切削微沖擊作用,在一定程度上增加了刀具表面韌性,可以有效防止氧化鋁刀具發(fā)生崩刃和破損;并且涂層中TiAlN作為硬質(zhì)耐磨層具有更高表面硬度,從而大幅度地提高該種刀具的切削壽命。
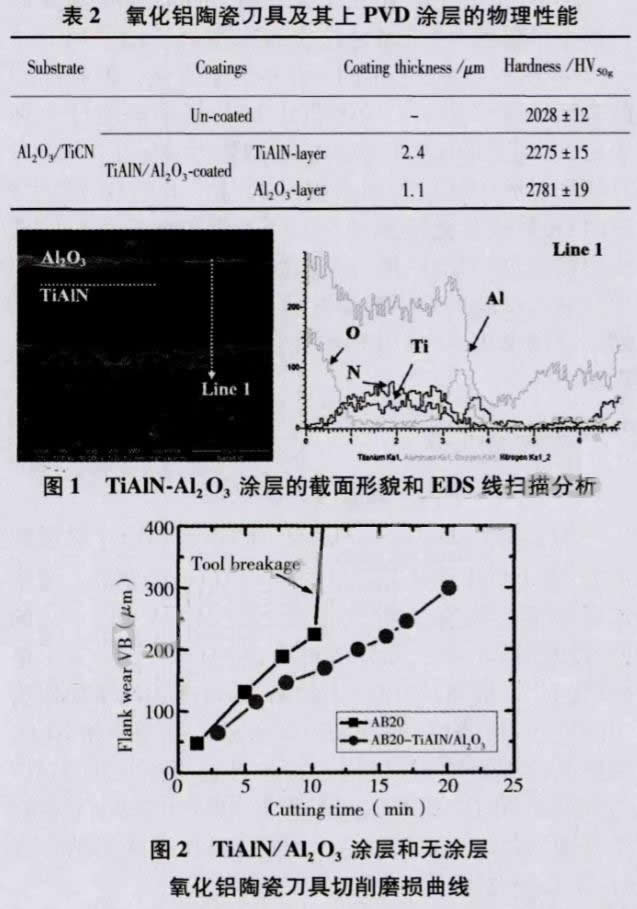
圖4為TiAlN/Al2O3涂層氧化鋁刀具切削灰鑄鐵后的磨損形貌,可見其切削刃完整,無崩刃情況,這說明TiAlN/Al2O3涂層可在切削過程中起緩沖、減震的作用,使氧化鋁刀具切削刃形狀保持完好形態(tài),從而有效保護刀具基體。PVD涂層氧化刀具的后刀面磨損表面較光滑,主要存在眾多劃痕和少量白色粘結(jié)物。刀具表面上的劃痕是磨粒磨損的典型形貌,切削加工時,工件材料中碳化物等硬質(zhì)點與刀具表面相互擠壓、劃擦?xí)r會在刀具表面產(chǎn)生細小密集的劃痕形貌。為了研究涂層氧化鋁刀具磨損表面上的白色粘結(jié)物形成緣由,對粘結(jié)物進行EDS能譜分析。檢測發(fā)現(xiàn)粘結(jié)物存在大量Fe、C工件元素和Ti、Al、O等涂層元素,這說明可能是因為TiAlN涂層在切削高溫下氧化失效并與工件材料粘合而導(dǎo)致的粘結(jié)形貌。TiAlN涂層抗高溫氧化溫度只有700℃,容易在陶瓷刀具干式切削高溫場合下失效并導(dǎo)致較嚴重的粘結(jié)磨損。而本試驗中的Al2O3外層穩(wěn)定地發(fā)揮抗高溫氧化的性能,與TiAlN硬質(zhì)層高耐磨性互補,減少因硬質(zhì)層抗氧化性不足而引致的粘結(jié)磨損情形,從而有效提高刀具的使用性能。試驗表明TiAIN/Al2O3涂層氧化鋁刀具在高速干切削灰鑄鐵中主要發(fā)生磨粒磨損和少量的粘結(jié)磨損。
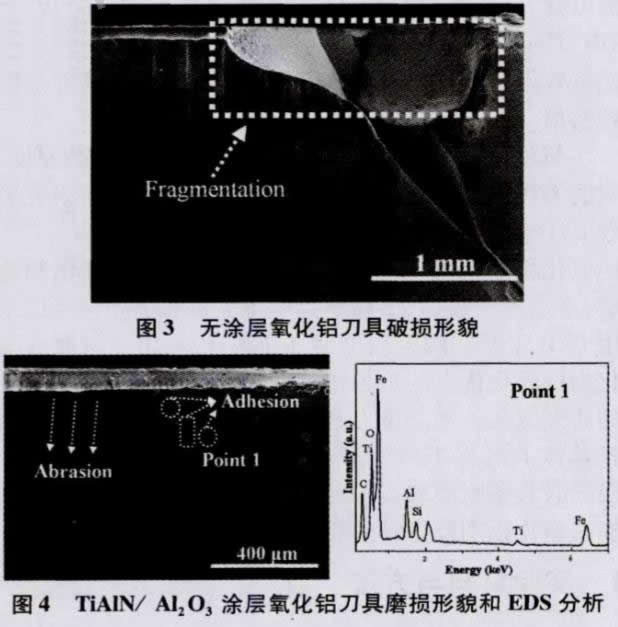
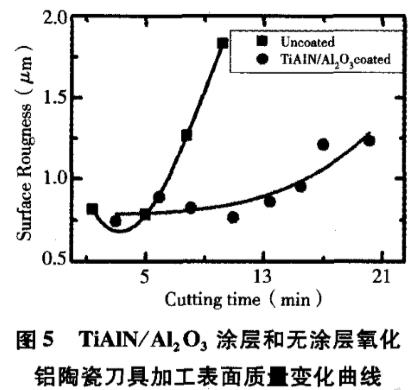
圖5為TiAlN/Al2O3涂層和無涂層氧化鋁刀具干車削灰鑄鐵過程中已加工表面粗糙度(刀具加工質(zhì)量)變化曲線。從圖中可看出,兩種刀具的加工質(zhì)量均隨著切削時間的增加而降低。無涂層氧化鋁刀具干車削灰鑄鐵的表面質(zhì)量在前5min變化不大,隨后迅速變差。與無涂層刀具相比,TiAIN/Al2O3涂層刀具的加工質(zhì)量更加穩(wěn)定而優(yōu)良,只是隨著刀具磨損的增加而略微變差,其加工質(zhì)量穩(wěn)定在1.3um以內(nèi)。這與兩種刀具材料的磨損進程密切相關(guān)。無涂層氧化鋁刀具切削灰鑄鐵5min后出現(xiàn)崩刃,而后在崩刃位置發(fā)生部分刀體材料缺損。殘缺不全的刀具表面所加工出的工件表面質(zhì)量變差,并隨著切削中刀具崩刃情況加重而加劇。涂層氧化鋁刀具中因有TiAlN/Al2O3涂層對刀具基體的保護作用,在切削過程中未出現(xiàn)崩刃現(xiàn)象,仍能較完好保存刀具切削刃形狀,故涂層刀具的加工質(zhì)量較為穩(wěn)定。但隨著切削加工持續(xù)進行,刀具.工件間接觸溫度急劇上升,高溫使得涂層失效并與工件材料產(chǎn)生的粘結(jié)物一起硬焊在磨損表面,導(dǎo)致局部刀具表面的平整性變差,從而使刀具擠壓剪切出的工件表面質(zhì)量變差。所以TiAlN/Al2O3涂層氧化鋁刀具干切削灰鑄鐵的加工質(zhì)量在切削后期隨粘結(jié)形貌增多而變差,其表面粗糙度從最初的0.7um緩慢上升至1.3um左右。
(1)采用PVD法在氧化鋁刀具上沉積了中間TiAlN耐磨硬質(zhì)層和Al2O3抗高溫氧化層,兩層涂層均具有細晶致密的微觀結(jié)構(gòu)。涂層能有效提高刀具表面硬度,且中間TiAlN耐磨硬質(zhì)層對刀具硬度的提升效果最佳。
(2)高速干切削灰鑄鐵試驗中發(fā)現(xiàn),無涂層氧化鋁刀具不適合切削灰鑄鐵,加工時會發(fā)生崩刃破損;而TiAlN/Al2O3涂層氧化鋁刀具主要發(fā)生磨粒磨損和少量的粘結(jié)磨損,刀具使用壽命至少是前者的兩倍。
(3)無涂層氧化鋁刀具切削灰鑄鐵的加工質(zhì)量由于刀具崩刃而迅速變差;而TiAlN/Al2O3涂層氧化鋁刀具得益于涂層對基體的保護作用,在切削過程中無崩刃現(xiàn)象,其加工表面質(zhì)量更加穩(wěn)定而優(yōu)越。
聲明:本站部分圖片、文章來源于網(wǎng)絡(luò),版權(quán)歸原作者所有,如有侵權(quán),請點擊這里聯(lián)系本站刪除。
| 返回列表 | 分享給朋友: |
- 上一篇:等離子增強磁控濺射技術(shù)
- 下一篇:簡述部分PVD涂層的應(yīng)用范圍
 京公網(wǎng)安備 11010502053715號
京公網(wǎng)安備 11010502053715號